PLA
先選 PLA,穩定、低翹曲、失敗率低;想加快速度可看 PLA+ HS。
依照作品需求對照適合材質,先抓方向,再進一步挑選喜歡的顏色與外觀效果。
先選 PLA,穩定、低翹曲、失敗率低;想加快速度可看 PLA+ HS。
一般功能件選 PETG;想保留 PLA 手感與列印速度可選 PLA+。
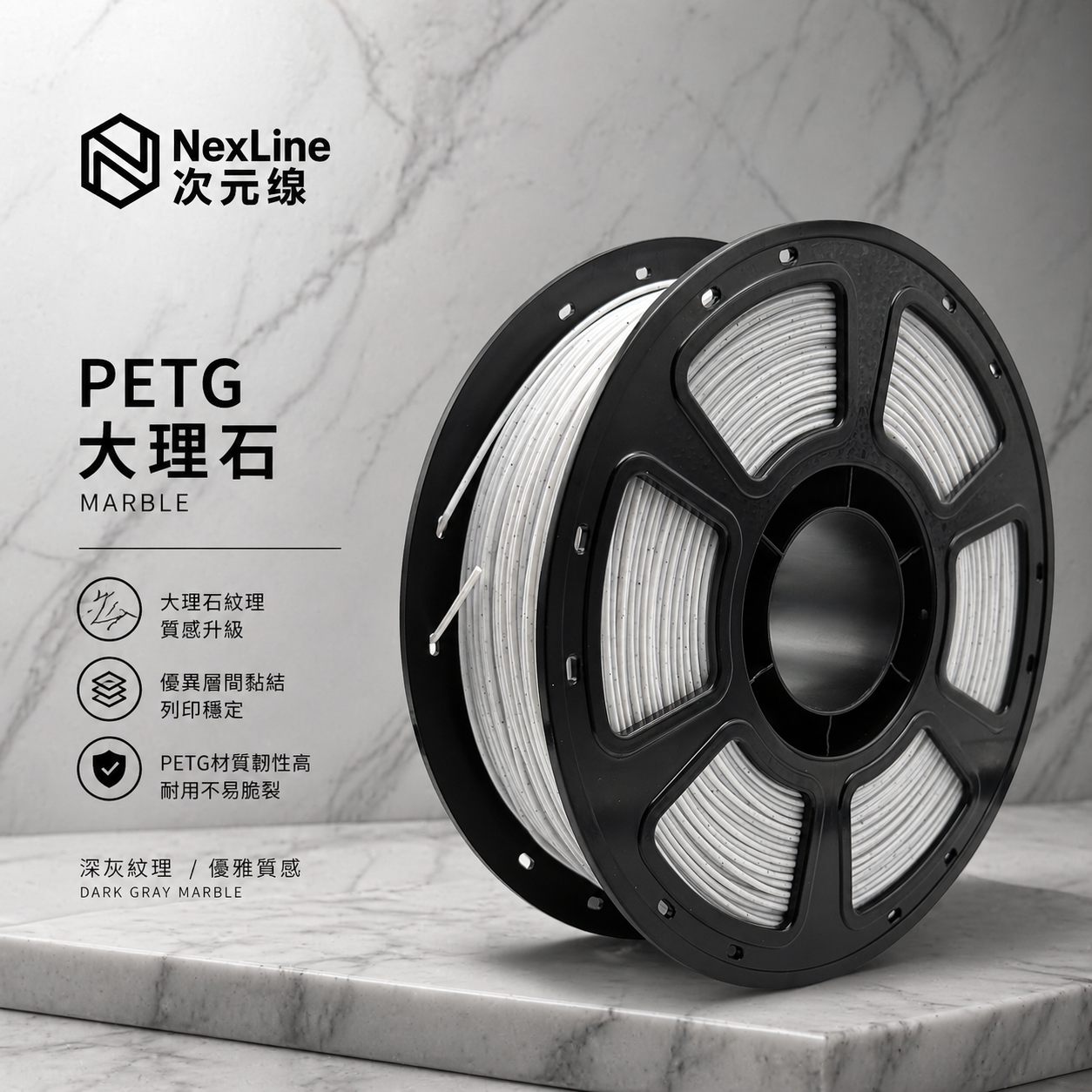
選 PLA 絲綢、PLA+ 絲綢、PETG 彩虹、PETG 金屬或 PETG 大理石,視外觀需求挑選。
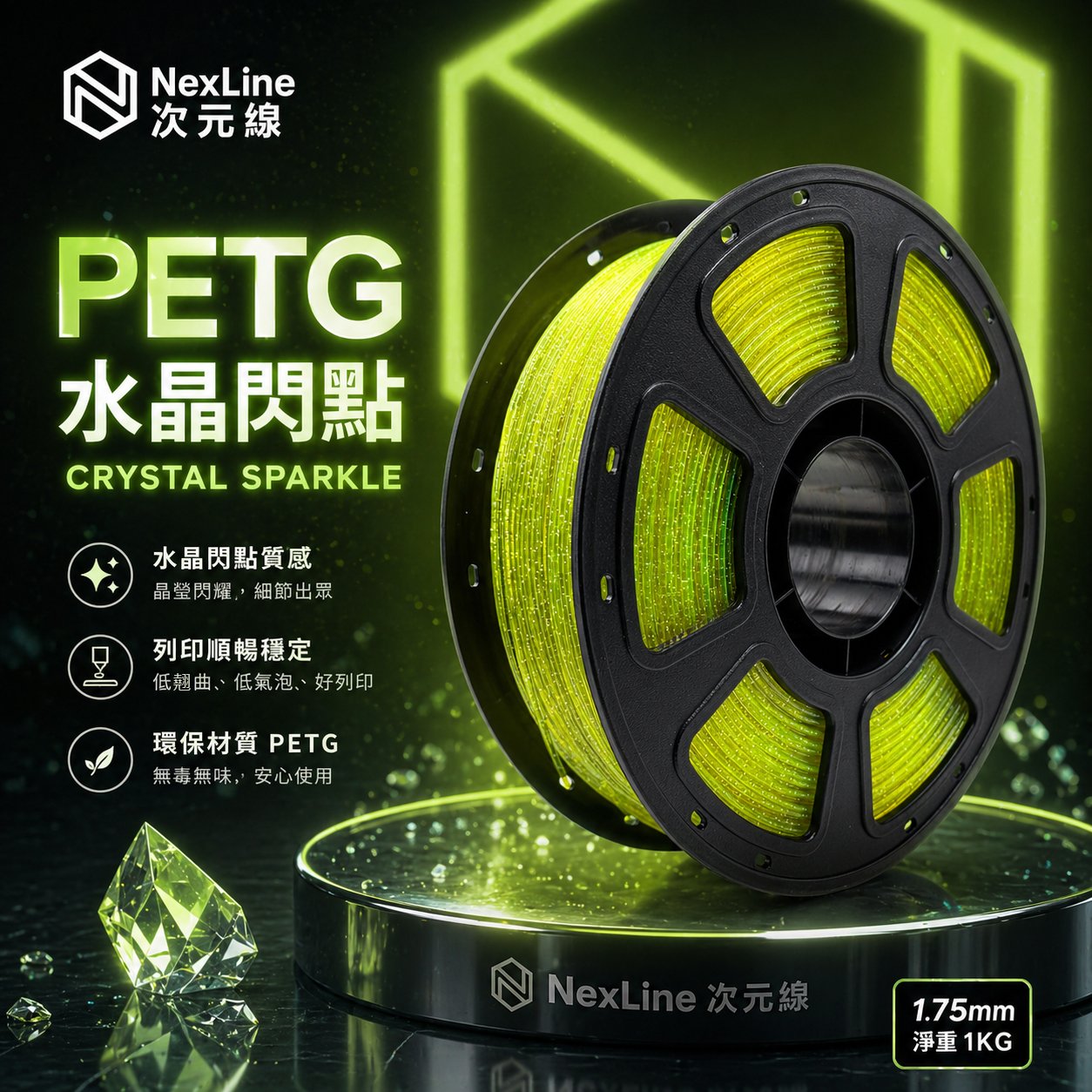
需要透光選 PETG透明;想要亮粉折射與裝飾感選 PETG水晶閃點。
長時間戶外優先 ASA;車內耐熱與工程用途可看 ABS;一般戶外小零件可先從 PETG 開始。
TPU 適合保護套、腳墊、減震墊與可彎曲零件。
先從 PLA 或 PETG 開始。PLA 適合模型與外觀件,PETG 適合功能零件與需要韌性的作品。想讓作品更吸睛,再選絲綢、彩虹、金屬、透明、大理石或水晶閃點等特殊外觀系列。
依材質系列整理目前販售產品,方便直接比較外觀、用途與建議列印溫度。
低翹曲、氣味低、細節穩定,適合日常小物、展示模型、教學作品與多色創作。
保留 PLA 的穩定列印性,提升韌性與層間附著,適合快速原型、批量列印與中度受力零件。
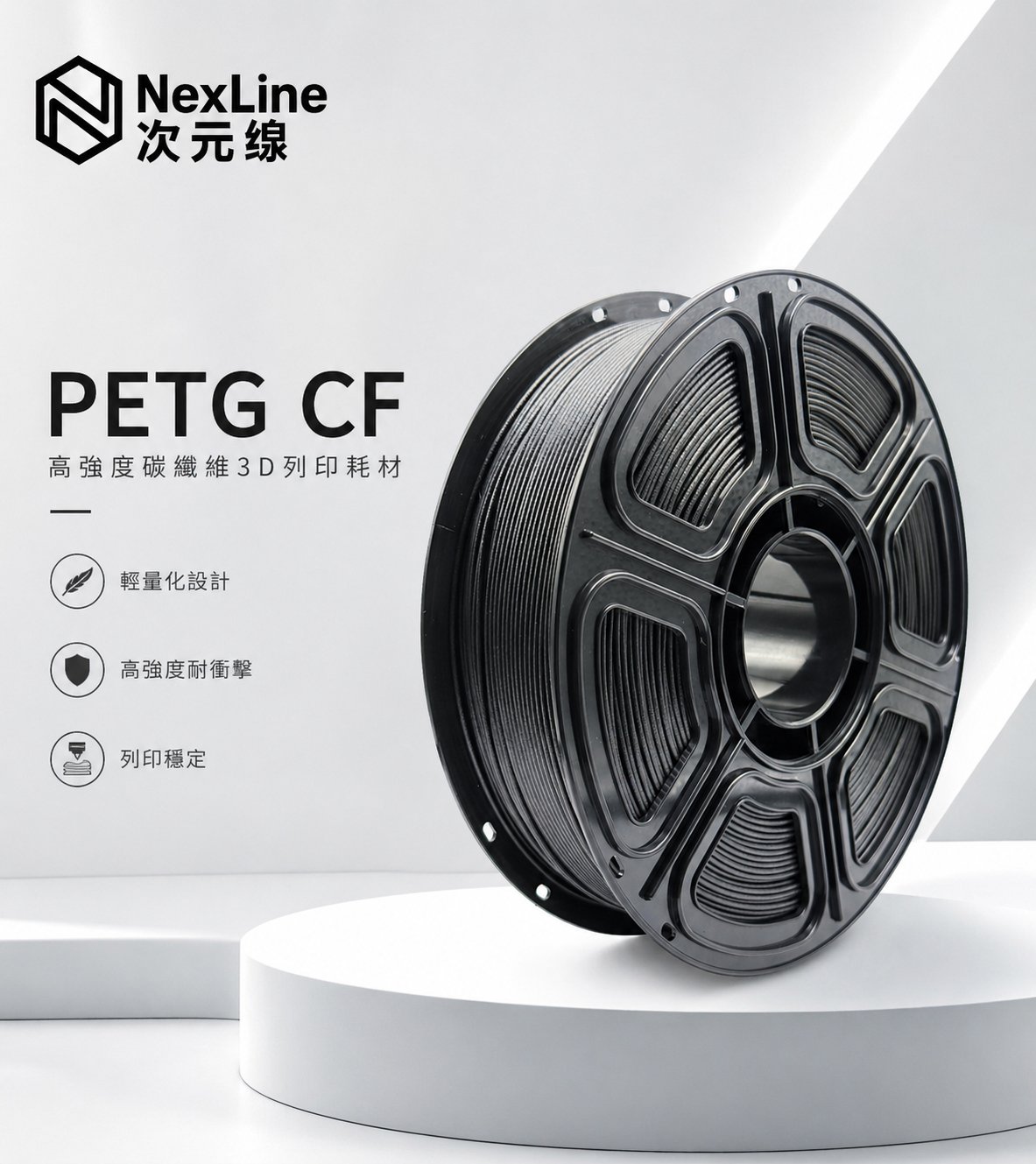
耐衝擊、低翹曲、層間附著佳,從透明、金屬、彩虹到碳纖維外觀都能兼顧美感與功能。
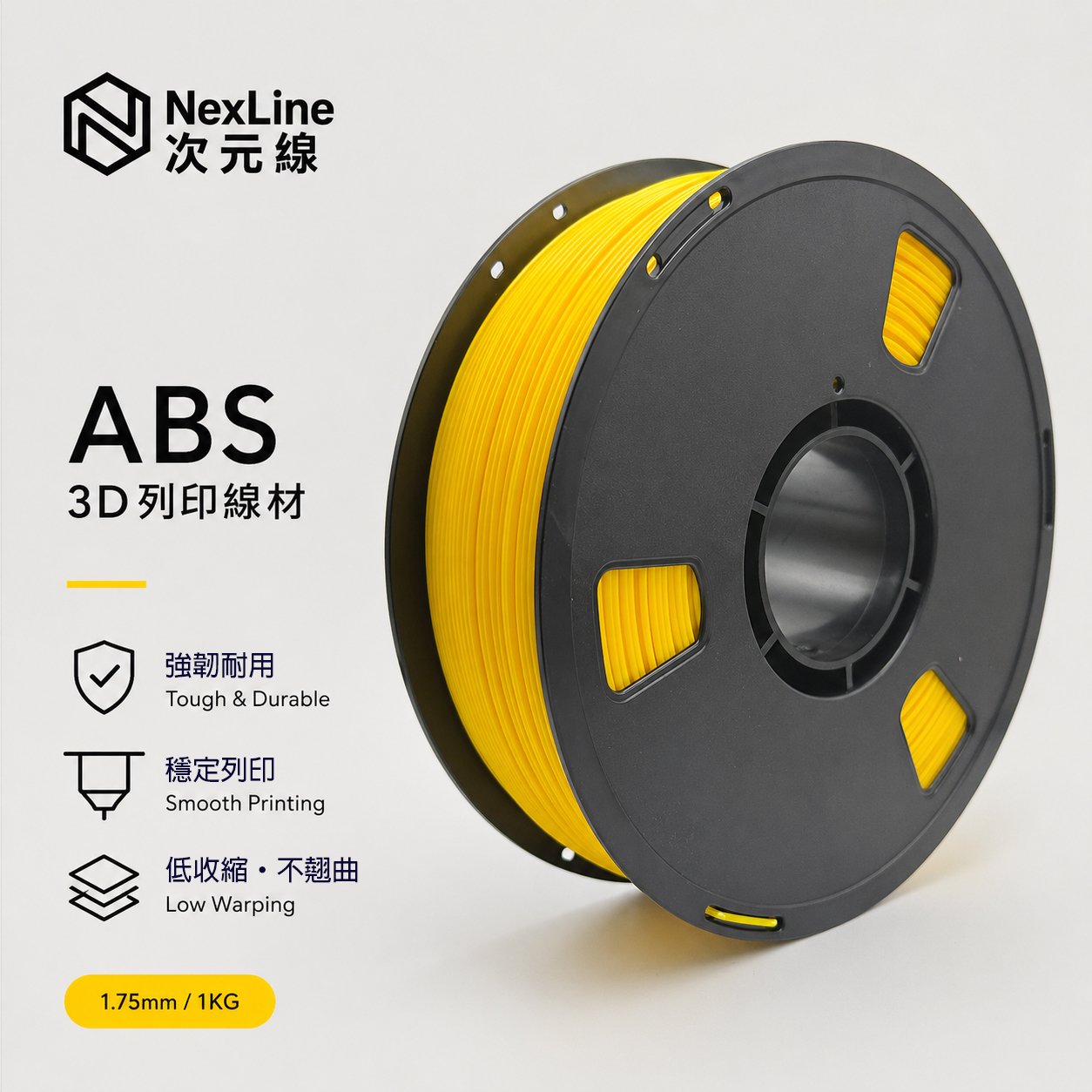
耐熱、耐衝擊,適合工程零件與外殼;若列印環境穩定,能做出耐用成品。
比 ABS 更適合長時間戶外使用,耐候與抗 UV 表現佳,適合會遇到日曬雨淋的零件。
可彎曲、耐磨耗、吸震,適合需要柔軟觸感或防護緩衝的列印件。
先用建議值作為起點,再依機台、噴嘴、環境溫度與模型形狀微調。
| 材質 / 系列 | 噴頭溫度 | 熱床溫度 | 調整方向 |
|---|---|---|---|
| PLA / PLA 特殊外觀 | 200–230°C | 45–65°C | 細節與外觀優先,風扇可開高;絲綢款想更亮可略升溫。 |
| PLA+ / PLA+ HS | 200–230°C | 45–65°C | 高速列印可從中高溫開始測試,確認層間附著。 |
| PETG 一般 / 透明 / 彩虹 / 金屬 | 220–255°C | 50–80°C | 若拉絲明顯,先乾燥線材,再微調溫度與回抽。 |
| PETG 碳纖維 | 240–245°C | 65–70°C | 建議耐磨噴嘴;可降低表面反光並提升剛性。 |
| ABS | 230–260°C | 60–90°C | 建議封閉機箱,避免冷風造成翹曲或裂層。 |
| ASA | 240–260°C | 90–110°C | 戶外件推薦;建議封閉機箱與良好通風。 |
| TPU 95A | 190–230°C | 50–70°C | 慢速、低回抽、直驅優先;避免線材在擠出端打結。 |
同一台機器、不同顏色或不同噴嘴口徑,都可能需要 5–10°C 的微調。遇到問題時,先一次只改一個參數,會比較容易找到真正原因。
可以先從作品用途決定材質,再到產品頁挑選顏色。新手、模型與禮品可優先選 PLA / PLA 絲綢;支架、外殼與耐用零件可優先選 PETG。